CYCLE TIME REDUCTION
At Procad, we find that in the pressures of mass production and international competition, it is critical that not only do we need to increase quality but also we make products faster. Unfortunately for most manufacturing processes, increased speed normally reduces quality especially in the injection molding cycle. The injection molds are not able to transfer heat fast enough to allow the plastic to set up fast enough. Since plastic is also an insulator, it also resists the transfer of heat from the plastic to the mold. Special attention must be taken to improve the product design in wall thickness and ribbing to ensure that there is not a high concentration of plastic in an area that would be difficult to cool. It also requires review of mold steels to ensure that the thermal conductivity of the material is such that it can support the expected cycle times. Once the insert has absorbed that amount of heat, it needs to transfer to internal water or oil lines at a high enough transfer rate that is maintainable.
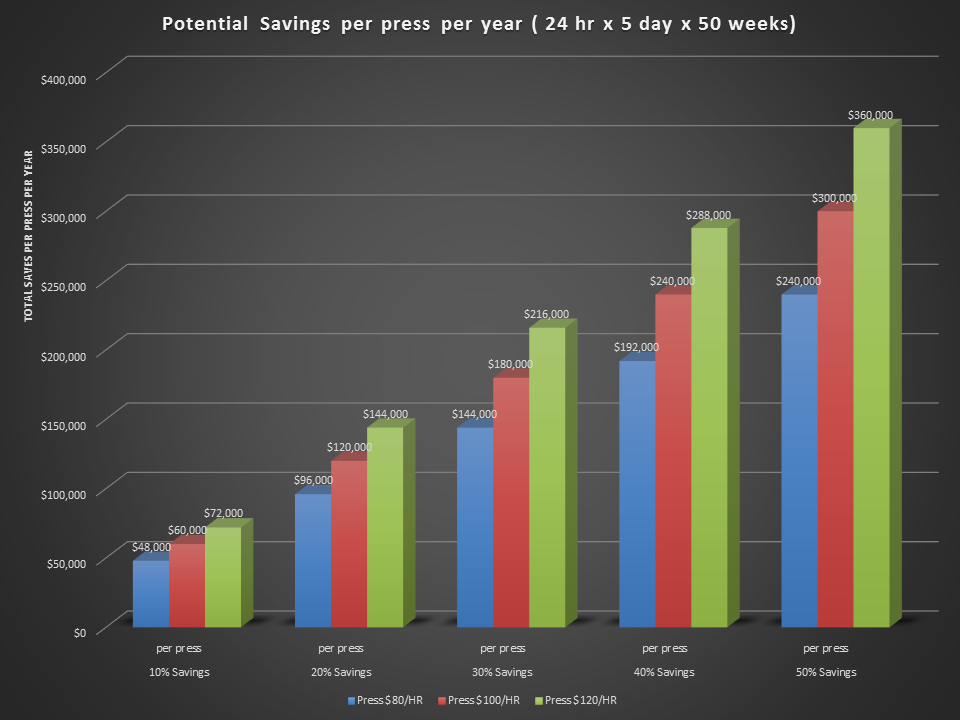
While all this is well understood and a part of every single job, there are many aspects that are ignored. The reality is that during the product design phase, it is very common to not analyze the product for mold filling and mold cooling. This lack of analysis allows for poor product conditions to be created and that huge amounts of time are wasted while waiting for the part to cool in the mold. Our process optimization process has typically seen gains of 10% to 50% in cycle time reduction while improving part quality and reducing scrap. When a press can charge out at $100 / hr and there are typically 6,000 hours per year. A 25% to 50% cycle time reduction can process a cost savings of $150,000 to $300,000 / year.
Procad Tchnologies, LLC
ALL RIGHTS RESERVED
Contact
352-600-7473
Spring Hill, FL